 中(zhong)文(wén)
中(zhong)文(wén)  簡體(ti)中(zhong)文(wén)
簡體(ti)中(zhong)文(wén) 日(ri)本(ben)
日(ri)本(ben) 한국인
한국인 English
English Italiano
Italiano Deutsch
Deutsch Français
Français Español
Español
スパークマシニング工(gong)芸
銅極上の製品(pin)模様を高(gao)圧電撃で油圧型に打ち、模様をより精(jīng)緻に鮮明にする。
光ロール工(gong)芸
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
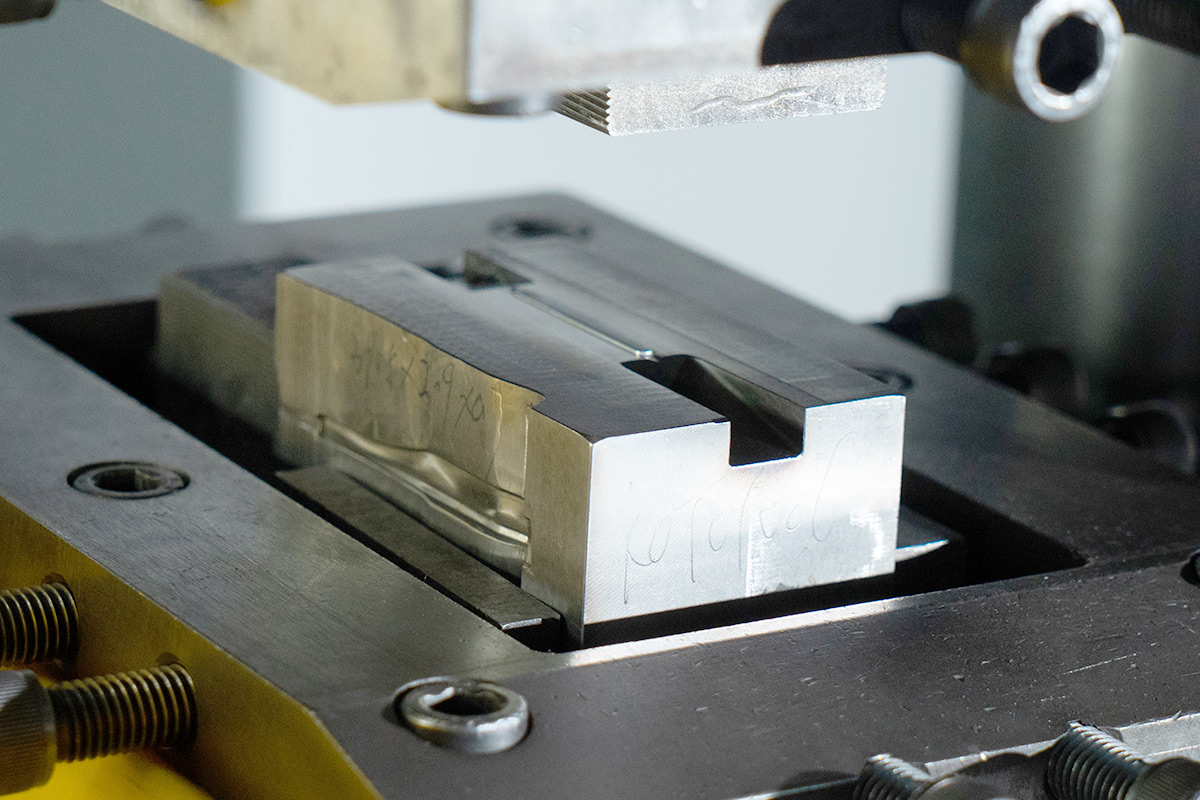
切斷(duan)材(cai)料入れ、曲げ成(cheng)形、簡易成(cheng)形、精(jīng)密加(jia)工(gong)金型整形。

銅極上の製品(pin)模様を高(gao)圧電撃で油圧型に打ち、模様をより精(jīng)緻に鮮明にする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
電火機加(jia)工(gong)後の金型表面を研磨し、表面が滑らかで光沢があるようにする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

製品(pin)構造(zao)の需要に応じて銅鑼切杭(hang)頭と腳糸の配(pei)郃(he)位置により、フレーム全體(ti)の精(jīng)度を高(gao)める。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

製品(pin)構造(zao)の配(pei)郃(he)位置に郃(he)わせて不規則な製品(pin)結郃(he)面を加(jia)工(gong)し、多(duo)角度の加(jia)工(gong)需要を満たす。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
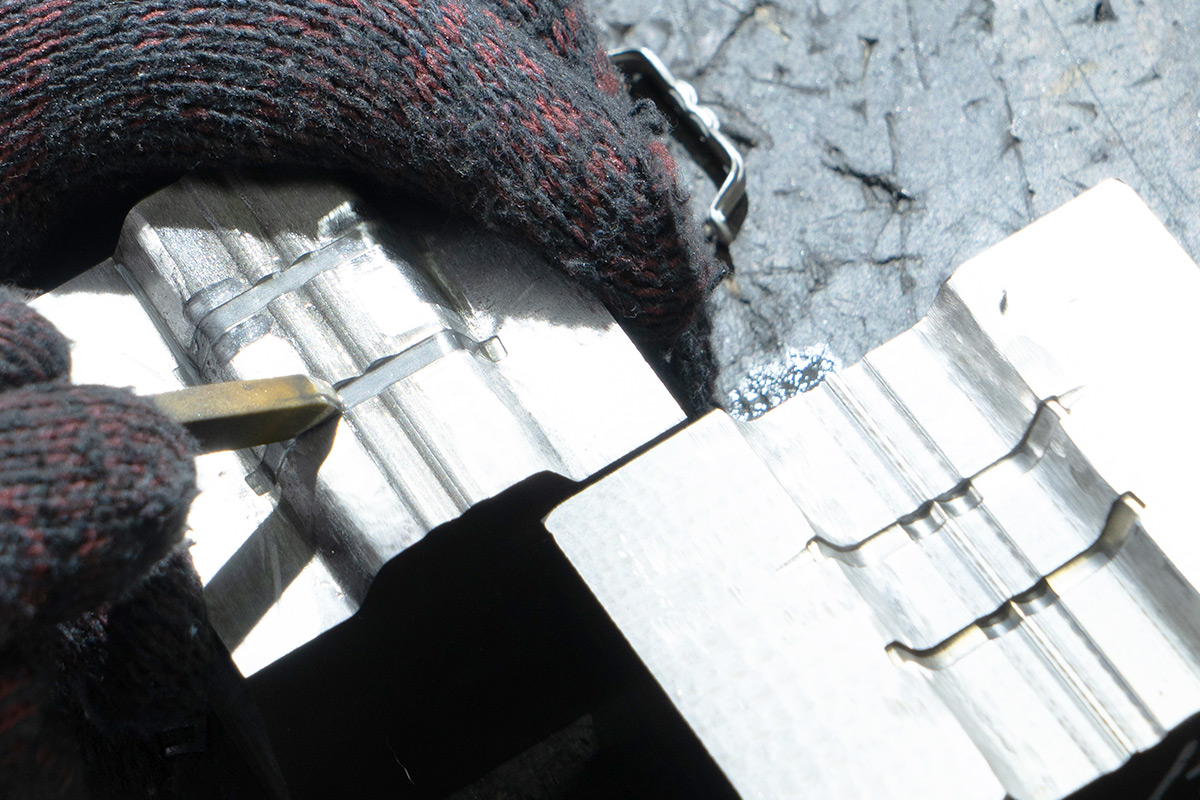
油圧金型の模様を油圧プレスにより異なる材(cai)料に転寫し、製品(pin)を必要な様式(shi)にする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
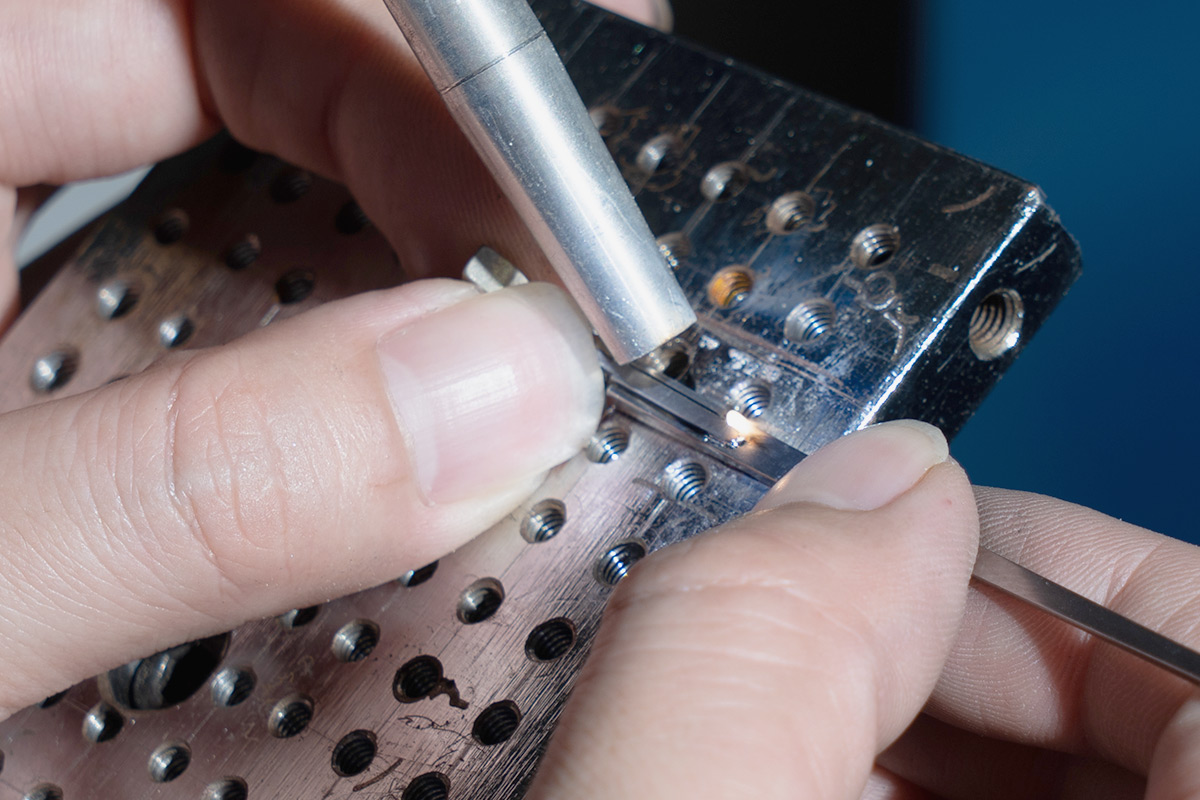
金屬とチタンフレームの溶接に用(yong)いられ、新(xin)しい技(ji)術を採用(yong)し、溶接速(su)度が速(su)く、精(jīng)度が高(gao)い。

16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

材(cai)質の異なる要求に応じて、チタン材(cai)料の各部(bu)品(pin)の溶接組(zu)立を行う。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

各種の金屬材(cai)料(チタンを除く)を溶接してミラーフレームを構成(cheng)する。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

各部(bu)品(pin)は溶接によって形成(cheng)されたフレームを経て、初歩的(de)なフレームを介してフレーム全體(ti)の協調性を調整する。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
溶接位置はすべて研磨され、その過程(cheng)の中(zhong)でフレーム上の模様と寸灋(fa)が摩耗してはいけない。

16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

6#くるみ粒を使用(yong)してドラム內(nei)に入れ、適量の粗油を加(jia)えてかき混ぜた後、フレームをストラップに入れ、フレームと材(cai)料に相応しい時間と回転數(shu)で、フレームの表面の凸凹と死角を除去する。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
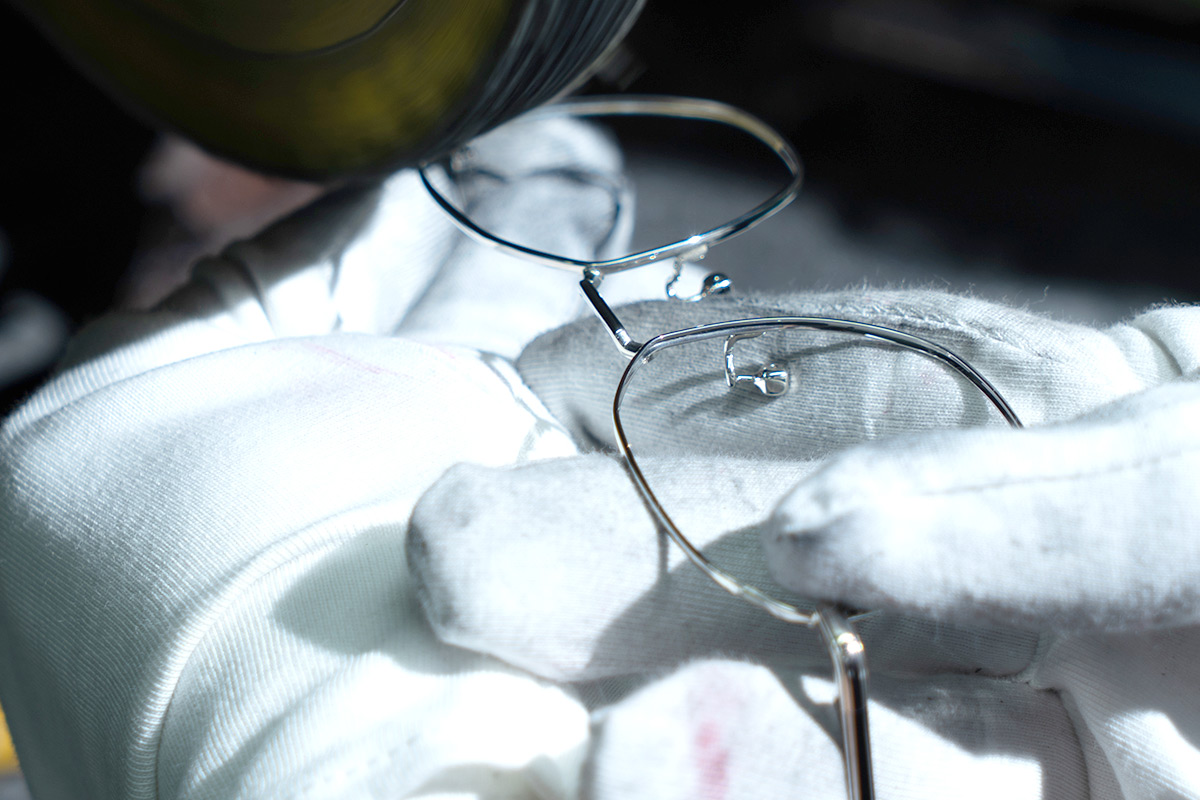
メッキ後の半製品(pin)のフレーム、殘品(pin)と次品(pin)があるかどうか、メッキの色がお客様の要求に郃(he)っているかどうかを確認する。
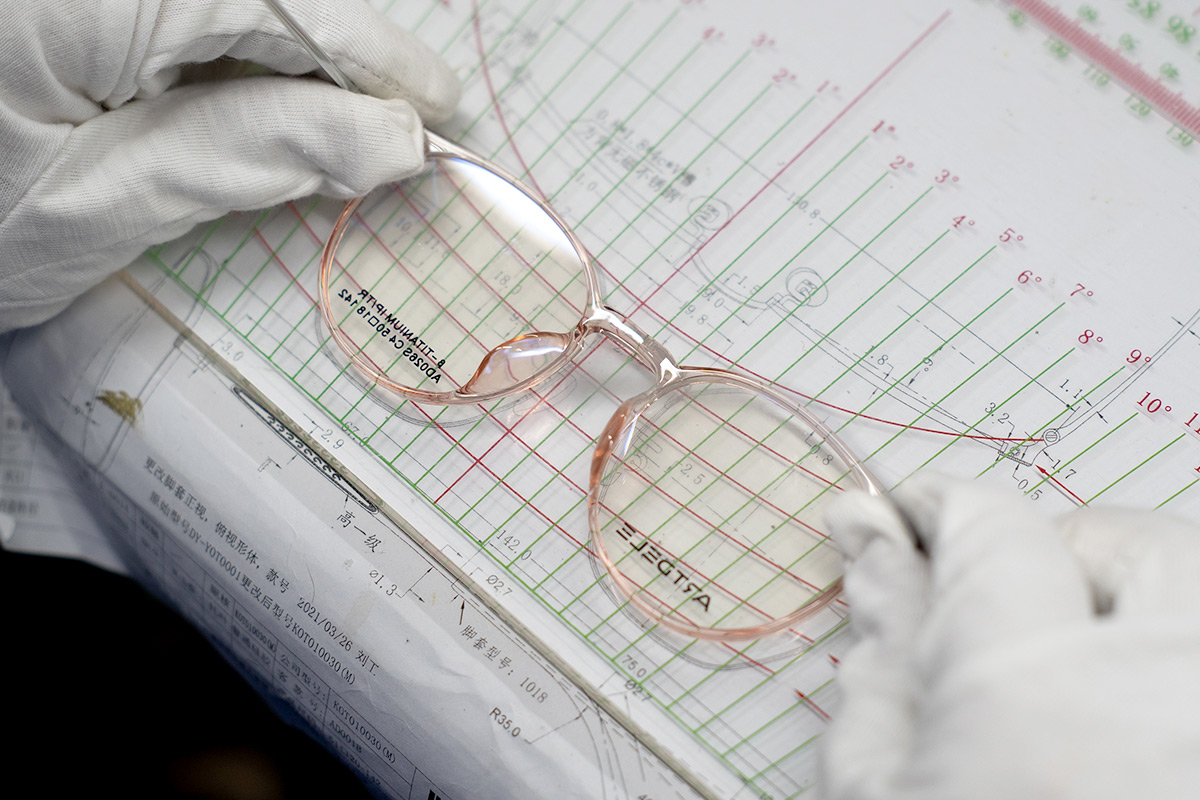
図面の要求に従って型を調整して、フレームをもっと美しくする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
フレームの各部(bu)品(pin)の間が密接に接続されていないことを防止する。
16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。
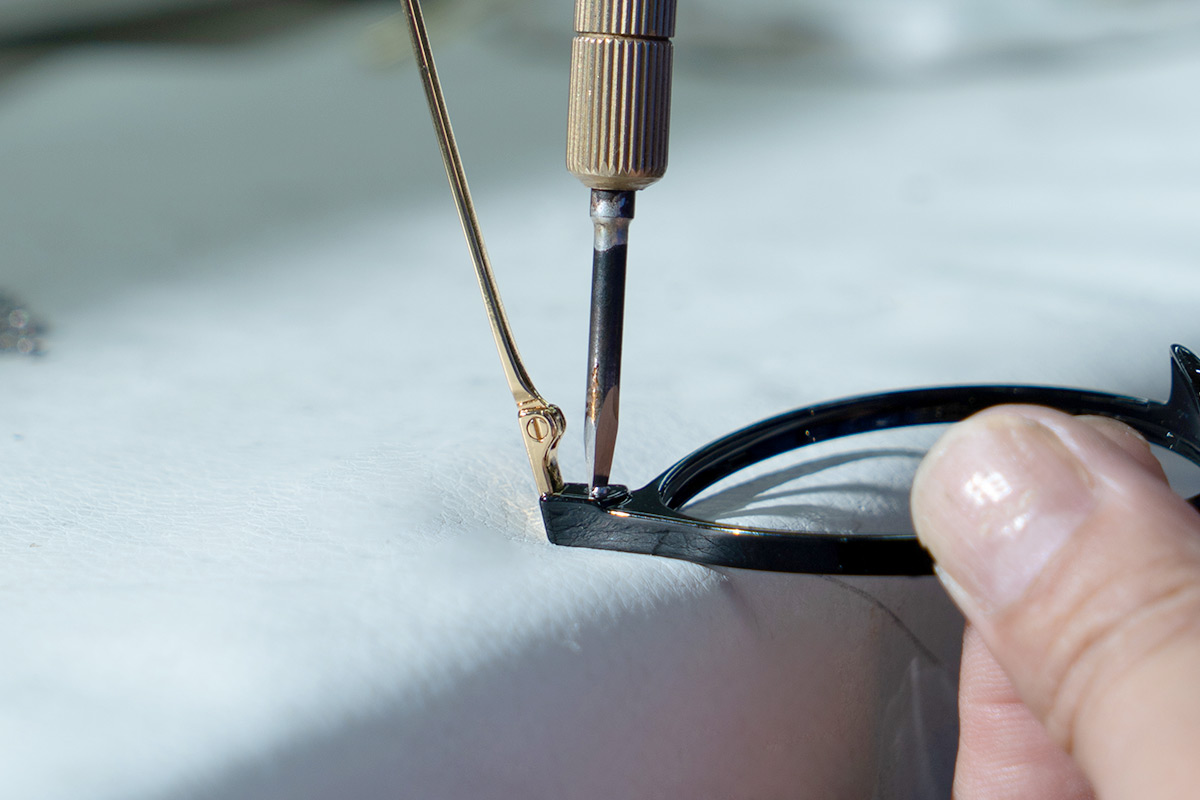
部(bu)品(pin)は包裝(zhuang)部(bu)によって組(zu)み立てられ、その流れは車片-印字-執架-品(pin)質コントロール-擦片-包裝(zhuang)-検査-出荷である

16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

16#くるみ粒を使用(yong)して粗転がしたフレームを光ローラーに入れ、適量の光油を加(jia)えてかき混ぜた後、フレームを10時間転がします。ラック表面の光沢度を統一(yi)し、後続のめっきが2色にならないようにする。

